Consulte a sus expertos en personalización de pernos
Brindar a los clientes productos y servicios de calidad, seguridad, seguridad en la cadena de suministro y ahorro de costos.
Contacta con nosotras ahora
Fábrica de Yunteng
en Handan, China
Desde 1999, nuestro centro de producción y almacenamiento de última generación opera en un área de 3,000,000 de pies cuadrados. La planta se enfoca en la producción de tipos de pernos, tuercas, tornillos y otros sujetadores de alta calidad.

Cifras de fábrica
8
Líneas de producción
3500 tonelada
existencias
1200 conjuntos
molde personalizado
Plantas e instalaciones

Las materias primas para sujetadores suelen incluir materiales metálicos como acero, acero inoxidable, latón y aluminio. Estos materiales se pueden fabricar en varios tipos de sujetadores, como pernos, tuercas, tornillos, remaches y arandelas. Como proveedor de pernos, tuercas y pernos, obtenemos materias primas de alta calidad para nuestros sujetadores a fin de garantizar la durabilidad y confiabilidad de nuestros productos.
Nuestras materias primas se someten a estrictas medidas de control de calidad para garantizar que cumplan con los estándares de la industria, como las especificaciones ASTM y SAE. Trabajamos en estrecha colaboración con nuestros proveedores de materias primas para garantizar una calidad constante y la entrega oportuna de los materiales, lo que nos permite brindar a nuestros clientes sujetadores de alta calidad para sus diversas aplicaciones.
Los materiales de marca pueden garantizar las propiedades físicas y químicas estables de los pernos.

Forjado en frío
Nuestras unidades de fabricación están bien equipadas con una línea contemporánea de formadoras de pernos y formadoras de piezas multiestacionadas de alta velocidad importadas. Esto nos permite mecanizar productos estándar y especiales con extrusión extrema, longitudes largas y diámetros de cuerpo más grandes.
A continuación se muestran nuestros encabezados de alta velocidad de forja en frío
MÁX. Ø 27 mm -- 6
MÁX Ø 20 mm---10
MAX Ø 12 mm---14
MÁX Ø 6 mm--- 3
Además, hay más de 15 máquinas de laminación.
En los productos forjados en frío especiales, hay piezas forjadas en frío de acuerdo con las muestras del cliente y los dibujos técnicos, especialmente diseñados en el departamento de métodos de ingeniería.
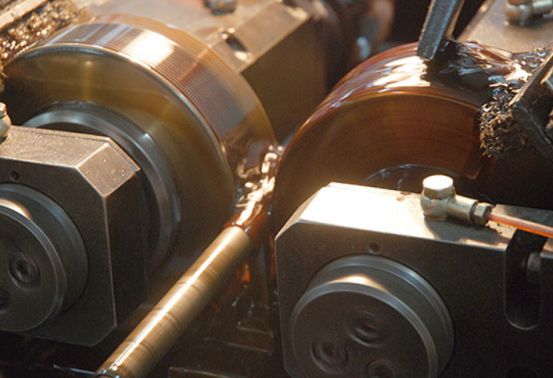
Laminación de hilos
La sección de laminado de roscas tiene una amplia gama de máquinas de alta gama, esta parte es muy importante, solo asegurando la nitidez y la distancia de la parte roscada se puede combinar con la tuerca más fuerte y no suelta.
Desde que comenzamos a fabricar pernos, siempre hemos utilizado la tecnología de laminado de roscas para hacer roscas en nuestros pernos y casquillos, el laminado de roscas es una forma mejor y mucho más efectiva de realizar roscas en un perno en comparación con el corte de roscas. El corte de roscas es tremendo, con el laminado de roscas se obtienen líneas de fibra perfectas y fibras intactas en el acero y cuando se realiza el laminado de roscas después del tratamiento térmico, se obtienen hilos mucho más fuertes en comparación con el laminado de roscas realizado antes del tratamiento térmico.
Se puede cumplir DIN -ANSI- BS -iso, garantizamos que el 100 % de las roscas se probarán con calibres pasa-no pasa
Consulte a continuación los detalles de las máquinas CNC que están disponibles en nuestra fábrica.


Tratamiento térmico
Se han instalado hornos importados de tratamiento térmico continuo certificados por NADCAP con grandes capacidades para llevar a cabo procesos que incluyen endurecimiento, revenido, cementación, nitruración y carbonitruración para lograr las propiedades mecánicas deseadas.
Es esta configuración la que nos permite producir sujetadores de alta resistencia a la tracción en diferentes grados. Como sabemos, perno de grado 8.8-perno de grado 10.9-perno de grado 12.9.

Terminar el tratamiento
Perno blanco - perno azul - perno amarillo, según la demanda de los clientes, el espesor de la capa de zinc no es el mismo.
1-A continuación se muestra el procedimiento de gavanizado por inmersión en caliente:
1. Los pernos se sumergirán en soda cáustica para eliminar cualquier material orgánico, como aceite de corte y luego se enjuagarán rápidamente con agua.
2. Los pernos se sumergirán en ácido sulfúrico. Este proceso elimina la cascarilla de laminación y ayuda a que el zinc se adhiera a los pernos de anclaje con cabeza grabando el acero.
3.Después del baño de ácido, los pernos se enjuagan y luego se sumergen en una solución fundente que ayuda a que el zinc se adhiera al acero.
4. Los pernos se sumergirán en un tanque de zinc fundido a 840 grados hasta que el zinc se haya adherido al acero.
5.Después de quitar los pernos del zinc fundido, un rotor de alta velocidad quita el exceso de zinc de las roscas para permitir un ajuste de tuerca de calidad.
Consulte a sus expertos en personalización de pernos
Brindar a los clientes productos y servicios de calidad, seguridad, seguridad en la cadena de suministro y ahorro de costos.
Contacta con nosotras ahora